
Revolutionizing Industrial Protection: The Ultimate Guide to Electrical Enclosures

{kind=link}
{kind=link}
{kind=link}
In the ever-evolving landscape of industrial automation, the role of electrical enclosures has become increasingly crucial. These protective housings serve as the first line of defense for sensitive electrical components, shielding them from harsh environmental conditions and potential hazards. As manufacturing processes continue to advance, so too does the need for innovative enclosure solutions that can keep pace with the demands of modern industry.
The realm of electrical enclosures has witnessed significant transformations in recent years, with manufacturers pushing the boundaries of design, functionality, and durability. From rugged outdoor installations to pristine cleanroom environments, these protective shells have adapted to meet the diverse needs of various sectors, including energy production, telecommunications, and advanced manufacturing.
In this comprehensive guide, we’ll delve into the world of electrical enclosures, exploring their vital role in industrial settings, the latest advancements in design and materials, and the key factors to consider when selecting the right enclosure for your specific application. Whether you’re a seasoned engineer or new to the field, this article aims to provide valuable insights into the critical importance of choosing the right electrical enclosure to safeguard your equipment and ensure optimal performance in any environment.
As we navigate through the intricacies of electrical enclosure selection and implementation, we’ll examine the various types available, from compact wall-mounted units to expansive modular systems. We’ll also discuss the importance of industry standards and ratings, such as NEMA and IP classifications, which play a crucial role in determining an enclosure’s suitability for different applications.
Join us as we unravel the complexities of electrical enclosures and discover how these unassuming yet indispensable components are shaping the future of industrial automation and protection.
Understanding Electrical Enclosures: Types and Applications
Electrical enclosures come in a wide variety of shapes, sizes, and materials, each designed to cater to specific industrial needs. Understanding the different types of enclosures and their applications is crucial for making informed decisions when it comes to protecting your electrical equipment.

Wall-Mounted Enclosures
Wall-mounted enclosures are among the most common types found in industrial settings. These compact units are ideal for housing smaller electrical components and control systems. They offer easy access for maintenance and can be installed in areas with limited floor space.
Wall-mounted enclosures are typically used in applications such as:
- Control panels for machinery
- Junction boxes for electrical distribution
- Instrument housings for monitoring equipment
- Small-scale automation systems
These enclosures are available in various materials, including steel, stainless steel, and non-metallic options like polycarbonate or fiberglass. The choice of material often depends on the environmental conditions and the level of protection required.

Floor-Standing Enclosures
For larger electrical systems and equipment, floor-standing enclosures provide a robust and spacious solution. These enclosures are designed to house more substantial components and can often be customized with various internal configurations to accommodate specific equipment layouts.
Common applications for floor-standing enclosures include:
- Motor control centers
- Power distribution units
- Industrial computer systems
- Large-scale automation control panels
Floor-standing enclosures offer the advantage of greater internal space, allowing for better organization of components and improved airflow for cooling. Many models also feature modular designs, enabling easy expansion or reconfiguration as needs change.

Modular Electric Enclosure Systems
Modular Electric enclosure systems represent the pinnacle of flexibility in electrical protection. These systems consist of standardized components that can be easily combined and reconfigured to create custom enclosure solutions.
Key benefits of modular enclosure systems include:
- Scalability to accommodate growth and changes in equipment
- Reduced lead times compared to fully custom enclosures
- Simplified maintenance and upgrades
- Consistent appearance and compatibility across installations
Industries such as data centers, telecommunications, and large-scale manufacturing facilities often utilize modular enclosure systems to create adaptable and efficient infrastructure for their electrical and electronic equipment.
Specialized Enclosures
Beyond the standard types, there are numerous specialized enclosures designed for specific applications or environments. These include:
- Hygienic Enclosures: Used in food processing and pharmaceutical industries, these enclosures feature smooth surfaces and special seals to prevent contamination.
- Explosion-Proof Enclosures: Designed to contain potential explosions and prevent ignition of surrounding flammable atmospheres, these are crucial in oil and gas, chemical, and mining industries.
- EMI/RFI Shielded Enclosures: These enclosures protect sensitive electronic equipment from electromagnetic and radio-frequency interference, essential in telecommunications and defense applications.
- Climate-Controlled Enclosures: Equipped with heating, cooling, or dehumidification systems, these enclosures maintain optimal internal conditions for sensitive equipment in extreme environments.
Understanding the diverse range of electrical enclosures available is the first step in selecting the right protection for your industrial equipment. In the following sections, we’ll explore the factors that influence enclosure selection and the latest innovations in enclosure design and manufacturing.
Material Matters: Choosing the Right Enclosure Composition
The material composition of an electrical enclosure plays a crucial role in determining its durability, performance, and suitability for specific environments. Each material offers unique properties that can significantly impact the protection level and longevity of the enclosed equipment. Let’s explore the most common materials used in electrical enclosure manufacturing and their respective advantages.

Steel Enclosures
Steel remains one of the most widely used materials for electrical enclosures due to its strength, durability, and cost-effectiveness. Steel enclosures are available in various grades and finishes, each offering different levels of protection and aesthetic appeal.
Advantages of steel enclosures include:
- High strength-to-weight ratio
- Excellent electromagnetic interference (EMI) shielding properties
- Good heat dissipation capabilities
- Wide range of available sizes and configurations
- Cost-effective for large-scale production
Steel enclosures are typically powder-coated or painted to enhance corrosion resistance and provide a professional appearance. They are well-suited for indoor applications and can be adapted for outdoor use with additional protective measures.
Stainless Steel Enclosures
For larger electrical systems and equipment, floor-standing enclosures provide a robust and spacious solution. These enclosures are designed to house more substantial components and can often be customized with various internal configurations to accommodate specific equipment layouts.
Common applications for floor-standing enclosures include:
- Motor control centers
- Power distribution units
- Industrial computer systems
- Large-scale automation control panels
Floor-standing enclosures offer the advantage of greater internal space, allowing for better organization of components and improved airflow for cooling. Many models also feature modular designs, enabling easy expansion or reconfiguration as needs change.

Aluminum Enclosures
Aluminum enclosures offer a lightweight yet durable solution for protecting electrical components. Their excellent thermal conductivity makes them particularly suitable for applications where heat dissipation is a concern.
Advantages of aluminum enclosures include:
- Lightweight construction for easy installation and transportation
- Natural corrosion resistance
- Good EMI shielding properties
- Excellent heat dissipation
- Easily machined for custom modifications
Aluminum enclosures are often used in portable equipment, telecommunications installations, and applications where weight is a critical factor.
Non-Metallic Enclosures
Non-metallic enclosures, typically made from materials such as polycarbonate, fiberglass-reinforced polyester, or ABS plastic, offer unique advantages in certain applications. These enclosures are particularly useful in environments where chemical resistance or electrical insulation is crucial.
Benefits of non-metallic enclosures include:
- Excellent chemical resistance
- High impact strength
- Lightweight construction
- Natural electrical insulation properties
- Resistance to corrosion and rust
Non-metallic enclosures are commonly used in outdoor installations, water treatment facilities, and environments with exposure to harsh chemicals or salt spray.
Composite Enclosures
Composite materials, such as carbon fiber-reinforced polymers, represent the cutting edge of enclosure technology. These advanced materials offer a combination of high strength, low weight, and excellent environmental resistance.
Advantages of composite enclosures include:
- Exceptional strength-to-weight ratio
- Superior corrosion resistance
- Customizable properties through material engineering
- Potential for integrated EMI shielding
- Resistance to extreme temperatures and environmental conditions
While currently more expensive than traditional materials, composite enclosures are finding increasing use in aerospace, defense, and high-performance industrial applications.
Selecting the Right Material
When choosing the material for your electrical enclosure, consider the following factors:
- Environmental conditions (temperature, humidity, chemical exposure)
- Required protection level (IP or NEMA rating)
- EMI/RFI shielding requirements
- Weight constraints
- Aesthetic considerations
- Budget and long-term cost of ownership
By carefully evaluating these factors and understanding the properties of different enclosure materials, you can select the optimal solution to protect your electrical equipment and ensure long-term reliability in your specific application.
Protection Ratings Demystified: Understanding IP and NEMA Standards
When selecting an electrical enclosure, understanding protection ratings is crucial for ensuring that your equipment receives the appropriate level of safeguarding against environmental factors. Two primary rating systems are used globally to classify enclosure protection levels: the International Protection (IP) code and the National Electrical Manufacturers Association (NEMA) ratings. Let’s delve into these standards and explore how they impact enclosure selection.
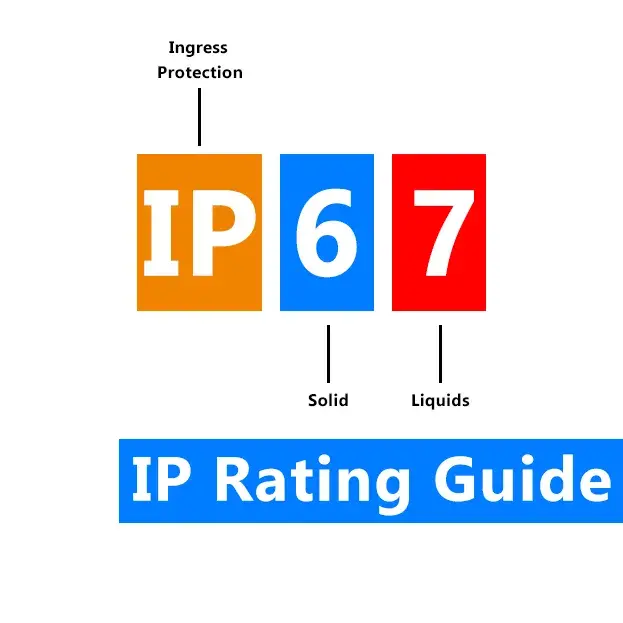
IP Ratings Explained
The IP rating system, defined by IEC 60529, uses a two-digit code to specify the level of protection provided by electrical enclosures against solid objects and liquids. The first digit indicates protection against solid particles, while the second digit represents liquid ingress protection.
First Digit (Solid Particle Protection):
- IP0X: No protection
- IP1X: Protection against objects > 50mm
- IP2X: Protection against objects > 12.5mm
- IP3X: Protection against objects > 2.5mm
- IP4X: Protection against objects > 1mm
- IP5X: Dust protected
- IP6X: Dust tight
Second Digit (Liquid Ingress Protection):
- IPX0: No protection
- IPX1: Protection against vertically falling water drops
- IPX2: Protection against water drops (up to 15° from vertical)
- IPX3: Protection against spraying water
- IPX4: Protection against splashing water
- IPX5: Protection against water jets
- IPX6: Protection against powerful water jets
- IPX7: Protection against temporary immersion
- IPX8: Protection against continuous immersion
For example, an enclosure rated IP65 is dust-tight and protected against water jets from any direction.
NEMA Ratings Overview
NEMA ratings, primarily used in North America, provide a more comprehensive classification system that considers additional environmental factors beyond just particle and liquid ingress. NEMA ratings range from Type 1 to Type 13, with each type designed for specific environmental conditions.
Some common NEMA ratings include:
- NEMA 1: Indoor use, protection against falling dirt
- NEMA 3R: Outdoor use, protection against rain, sleet, and external ice formation
- NEMA 4: Indoor or outdoor use, protection against windblown dust and rain, splashing water, and hose-directed water
- NEMA 4X: Same as NEMA 4, plus corrosion resistance
- NEMA 6P: Indoor or outdoor use, protection against temporary submersion and ice formation
- NEMA 12: Indoor use, protection against dust, falling dirt, and dripping non-corrosive liquids
It’s important to note that while there is some correlation between IP and NEMA ratings, they are not directly interchangeable due to differences in testing methods and criteria.
Selecting the Right Protection Rating
When choosing an enclosure based on protection ratings, consider the following factors:
- Environmental conditions: Assess the typical and extreme conditions in which the enclosure will be installed.
- Indoor vs. outdoor use: Outdoor installations generally require higher protection levels against weather elements.
- Presence of dust or particulates: Environments with high levels of airborne particles may necessitate dust-tight enclosures.
- Exposure to liquids: Consider the likelihood of water exposure, whether from rain, cleaning processes, or potential flooding.
- Chemical exposure: For environments with corrosive chemicals, look for ratings that specifically address chemical resistance.
- Temperature extremes: Some ratings include considerations for protection against ice formation or extreme heat.
- Regulatory requirements: Certain industries or applications may have specific protection rating requirements mandated by regulations or standards.
Beyond Ratings: Additional Considerations
While protection ratings provide valuable guidance, they should not be the sole factor in enclosure selection. Other important considerations include:
- Material compatibility with the environment
- Thermal management requirements
- Accessibility for maintenance
- Customization options for cable entry and component mounting
- Cost and long-term durability
By thoroughly understanding IP and NEMA ratings and considering these additional factors, you can select an electrical enclosure that provides optimal protection for your specific application, ensuring the longevity and reliability of your equipment.
Innovative Features in Modern Electrical Enclosures
The field of electrical enclosure design is constantly evolving, with manufacturers introducing innovative features to enhance protection, improve usability, and meet the changing needs of industry. These advancements are transforming the way enclosures are designed, installed, and maintained. Let’s explore some of the cutting-edge features found in modern electrical enclosures.

Modular Design and Scalability
One of the most significant trends in electrical enclosure design is the move towards modular systems. These innovative enclosures offer:
- Flexibility to expand or reconfigure as needs change
- Standardized components for easier maintenance and replacement
- Reduced lead times compared to custom-built enclosures
- Improved cost-effectiveness for large-scale installations
Modular enclosures allow for easy integration of additional components, such as climate control units or power distribution modules, without compromising the integrity of the enclosure system.

Advanced Thermal Management
As electronic components become more powerful and densely packed, effective thermal management is crucial. Modern enclosures incorporate advanced cooling solutions, including:
- Intelligent climate control systems that adjust based on internal and external conditions
- High-efficiency heat exchangers for closed-loop cooling
- Advanced airflow management designs to optimize passive cooling
- Integration of phase-change materials for thermal buffering
- Smart monitoring systems that provide real-time temperature data and alerts
These thermal management innovations help maintain optimal operating conditions for sensitive equipment, extending component life and improving overall system reliability.

Smart Integration and IoT Connectivity
The Internet of Things (IoT) is making its way into electrical enclosures, bringing new levels of monitoring and control. Smart enclosures may feature:
- Integrated sensors for temperature, humidity, and intrusion detection
- Remote monitoring capabilities via web interfaces or mobile apps
- Predictive maintenance algorithms to anticipate potential issues
- Automated logging of environmental conditions and access events
- Integration with building management systems for comprehensive facility control
These smart features enable proactive maintenance, improved security, and enhanced operational efficiency.
Enhanced Security Features
With increasing concerns about physical security and data protection, modern enclosures are incorporating advanced security features such as:
- Biometric access control systems
- Electronic locking mechanisms with audit trails
- Tamper-evident seals and sensors
- Integration with facility-wide security systems
- Reinforced construction to resist forced entry attempts
These security enhancements help protect sensitive equipment and data from unauthorized access and potential threats.
Improved Cable Management
Effective cable management is essential for maintaining organization within enclosures and ensuring proper airflow. Innovative cable management solutions in modern enclosures include:
- Integrated cable routing channels and tie-down points
- Modular cable entry systems for easy installation and reconfiguration
- Strain relief mechanisms to protect cable connections
- High-density patch panel designs for efficient use of space
- Fiber optic cable management solutions for high-speed data applications
These features help maintain a clean, organized interior, reducing the risk of cable damage and improving accessibility for maintenance.
Customization and Rapid Prototyping
Advancements in manufacturing technologies are enabling greater customization options for electrical enclosures. Features include:
- 3D printing for rapid prototyping of custom enclosure designs
- Computer-aided design (CAD) integration for precise customization
- Automated CNC machining for accurate and repeatable modifications
- Customizable color options and surface finishes
- Integration of customer-specific branding elements
These capabilities allow for faster development of specialized enclosures tailored to unique application requirements.
Sustainable Materials and Manufacturing
As environmental concerns become increasingly important, enclosure manufacturers are focusing on sustainability through:
- Use of recycled and recyclable materials in enclosure construction
- Development of biodegradable alternatives for certain applications
- Implementation of energy-efficient manufacturing processes
- Design for disassembly to facilitate end-of-life recycling
- Reduction of packaging waste through innovative shipping solutions
These initiatives not only reduce environmental impact but can also lead to cost savings and improved corporate social responsibility.
EMI/RFI Shielding Advancements
With the proliferation of wireless technologies, effective electromagnetic interference (EMI) and radio-frequency interference (RFI) shielding is more important than ever. Modern enclosures feature:
- Advanced conductive coatings for improved shielding effectiveness
- Innovative gasket designs using conductive materials
- Integration of shielding foils and fabrics into enclosure construction
- Modular shielding solutions for flexible configuration
- Testing and certification to stringent EMC standards
These shielding innovations ensure that sensitive electronic equipment remains protected from electromagnetic interference in increasingly crowded RF environments.
By incorporating these innovative features, modern electrical enclosures are setting new standards for protection, efficiency, and functionality. As technology continues to advance, we can expect to see even more sophisticated solutions emerging to meet the evolving needs of industry and infrastructure.
Installation Best Practices for Electrical Enclosures
Proper installation of electrical enclosures is crucial for ensuring their effectiveness in protecting equipment and maintaining safety standards. Following best practices during installation can significantly impact the longevity, performance, and reliability of your enclosure system. Let’s explore key considerations and steps for optimal electrical enclosure installation.
Site Preparation and Planning
Before beginning the installation process, thorough site preparation and planning are essential:
- Conduct a site survey to assess environmental conditions and potential hazards.
- Review local building codes and electrical regulations to ensure compliance.
- Determine the optimal location for the enclosure, considering factors such as accessibility, ventilation, and proximity to power sources.
- Ensure the mounting surface is capable of supporting the enclosure’s weight, including all internal components.
- Plan cable routing and entry points to minimize interference and maintain proper sealing.
Mounting Considerations
Proper mounting is critical for the stability and security of the enclosure:
- Use appropriate mounting hardware rated for the enclosure’s weight and environmental conditions.
- Ensure the enclosure is level and plumb to prevent stress on components and maintain proper door alignment.
- For wall-mounted enclosures, use anchors suitable for the wall material and load requirements.
- When installing floor-standing enclosures, consider using a raised base or plinth to protect against floor-level moisture and facilitate cable entry.
- For outdoor installations, consider sun exposure and implement shading solutions if necessary to reduce heat load.
Sealing and Weatherproofing
Maintaining the integrity of the enclosure’s sealing is crucial for protecting internal components:
- Inspect and clean all sealing surfaces before installation.
- Apply appropriate sealants or gaskets as specified by the manufacturer.
- Ensure all unused knockouts or apertures are properly sealed with plugs or blanking plates.
- For outdoor installations, implement additional weatherproofing measures such as drip shields or canopies.
- Regularly inspect and maintain seals to ensure continued protection against environmental factors.
Cable Entry and Management
Proper cable management is essential for maintaining organization and preserving the enclosure’s protection rating:
- Use appropriate cable glands or strain relief fittings to maintain the enclosure’s ingress protection rating.
- Implement a logical cable routing scheme to minimize crossover and interference.
- Leave sufficient slack in cables to allow for future maintenance or reconfiguration.
- Use cable ties or management accessories to secure cables and prevent strain on connections.
- Consider implementing a cable labeling system for easy identification during maintenance.
Grounding and Bonding
Proper grounding is critical for safety and electromagnetic compatibility:
- Follow all relevant electrical codes and standards for grounding and bonding.
- Ensure a low-impedance connection between the enclosure and the facility’s grounding system.
- Use appropriate grounding straps or braids for doors and removable panels.
- Implement a star-point grounding scheme for sensitive electronic equipment to minimize ground loops.
- Regularly test and verify the integrity of grounding connections.
Thermal Management Considerations
Effective thermal management is crucial for maintaining optimal operating conditions:
- Ensure proper clearance around ventilation openings and cooling devices.
- Orient the enclosure to optimize natural convection cooling where applicable.
- Install thermal management devices (fans, heat exchangers, air conditioners) according to manufacturer specifications.
- Consider the impact of solar radiation on outdoor enclosures and implement appropriate shielding or cooling solutions.
- Verify that the chosen thermal management solution is adequate for the heat load of the installed equipment.
Component Installation and Layout
Careful planning of internal component layout contributes to efficient operation and ease of maintenance:
- Follow a logical arrangement that minimizes cable lengths and optimizes airflow.
- Ensure adequate spacing between components for heat dissipation and maintenance access.
- Use appropriate mounting rails, plates, or brackets to secure components firmly.
- Implement clear labeling of components and circuits for easy identification.
- Consider future expansion needs when planning the initial layout.
Testing and Verification
After installation, thorough testing and verification are essential:
- Conduct a visual inspection to ensure all components are properly secured and connections are tight.
- Verify that all seals and gaskets are properly seated and undamaged.
- Perform ingress protection testing if required by local regulations or project specifications.
- Test all electrical connections for proper continuity and insulation.
- Verify the operation of any installed climate control or monitoring systems.
- Document all installation details, including any deviations from the original plan, for future reference.
Maintenance Planning
Establishing a maintenance plan during installation can help ensure long-term reliability:
- Create a schedule for regular inspections and preventive maintenance tasks.
- Develop procedures for cleaning and inspecting seals, filters, and ventilation systems.
- Establish protocols for updating documentation when changes are made to the enclosure or its contents.
- Consider implementing remote monitoring solutions for critical parameters such as temperature and humidity.
By following these best practices for electrical enclosure installation, you can ensure that your equipment receives optimal protection, maintains regulatory compliance, and operates reliably in its intended environment. Proper installation sets the foundation for long-term performance and minimizes the risk of failures or safety hazards associated with inadequately protected electrical systems.
Professional Electrical Enclosure Manufacturer
Brings Excellent Services
How Can We Help Your Business?
What’s your company main products?
The main business is to provide customers with custom enclousure services, we also sell some General Boxes.
How about the price of the product?
We are a manufacturer, we mainly provide customized services for our customers, and we believe that our prices have enough advantages.
What does the enclosure customization service contain?
Box Sizes,Box Colors,Door Types,Gland Plates,Specific Cutouts,Moutning Plates,Protective Covers,Standing Types,Windows,Thickness,Accessories.
Can we get the sample? Is it free?
Yes, we could offer the general box sample for free charge,but need you pay the express. The freight depends on weight, packing size and your country or province region, etc.
What’s about MOQ?
First order MOQ=1pcs.
How can I get product catalogs?
You can get the catalogs by contacting us.
How to order our product?
1.Please tell us the model and quantity and other request you need.
2.We make the PI for you.
3.After you confirm the PI, we arrange the order for you after receiving your payment.
4.After the goods finished, we send the goods out to you and tell you the tracking number.
5.We will track your goods until you receive the goods.
How about the after-sale service?
If you meet any problems after sales, pis contact us freely, we’ll help solving the problems within 24 hours.
What’s the payment term?
100% T/T (large order, accept 30% T/T prepay 70% balance before shipping), Western Union, Paypal.
Related Blog

Reliable Electrical Enclosure Supplier in Africa

What Makes a High-Quality Electrical Control Cabinet?

Understanding Enclosure Thermostats: Why They Matter in Electrical Cabinet Systems
